|
|
1.Before cleaning, check the cylinder head for leakage of coolant or exhaust gas as
well as cracks or other damage.
|
|
|
2.Remove oil, scale, sealant, carbon and other residues completely. Clean the oil passages
and blow compressed air through them to verify that they are free of restriction.
|
|
3.
| caution |
The grinding limit for the cylinder head and block combined
is 0.2 mm.
|
Using a straight edge and a thickness gauge, measure the flatness of the cylinder head
bottom surface. If the distortion exceeds the limit, correct it by grinding.
Bottom face distortion
Standard value: 0.03 mm max.
Limit: 0.2 mm
Grinding limit: 0.2 mm
Cylinder head height (standard value for new part): 113.0 mm
|
|
1.If the valve face-to-seat contact is uneven or interrupted, correct the valve seat.
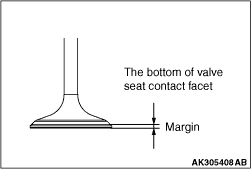
2.Measure the valve head margin. If the measured value exceeds the limit, replace with
a new valve.
Standard value:
Intake 1.35 mm
Exhaust 1.85 mm
Limit:
Intake 0.85 mm
Exhaust 1.35 mm
|
|
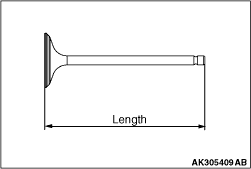
3.Measure the valve overall length. If the measured value exceeds the limit, replace with
a new valve.
Standard value:
Intake 89.61 mm
Exhaust 90.94 mm
Limit:
Intake 89.11 mm
Exhaust 90.44 mm
|
|
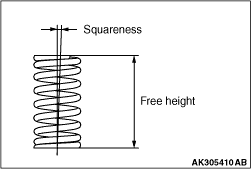
1.Measure the valve spring free height. If the measured value exceeds the limit, replace
with a new spring.
Standard value: 43.1 mm
Limit: 42.1 mm
2.Measure the valve spring out-of-squareness. If the measured value exceeds the limit,
replace with a new spring.
Standard value: 2° or less
Limit: 4°
|
|
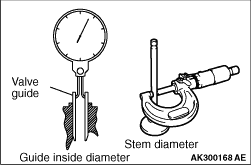
Measure the clearance between the valve guide and the valve stem. If the measured value
exceeds the limit, replace the valve guide or the valve, or both.
Standard value:
Intake 0.020 - 0.047 mm
Exhaust 0.030 - 0.057 mm
Limit:
Intake 0.10 mm
Exhaust 0.15 mm
|
|
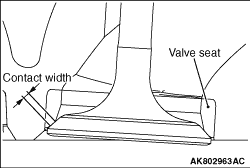
Assemble the valve, then measure the contact width. If the measurement exceeds the specified
limit, replace or correct the valve seat.
Standard value: 1.1 - 1.5 mm
| caution |
If the variation in the width exceeds 0.2 mm even if the contact width is
within the standard value, replace or correct the valve sheet.
|
|
|
|
1.Check clearance between valve guide and valve and replace the valve guide if necessary
before repairing the valve seat.
|
|
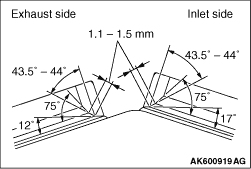
2.Repair the valve seat so that seat width and seat angle can become the specified shape.
3.Smear a lapping compound on the valve and valve seat after the repair. Fit the valve
into the valve seat.
|
|
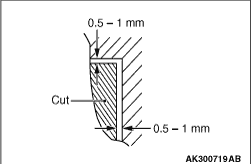
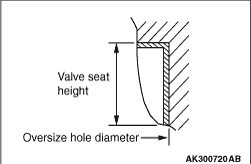
1.Scrape the valve seat to be replaced from inside. Make its wall thickness thin before
pulling out.
|
|
2.Repair the valve seat hole of the cylinder head to match it with the diameter of the press
fit oversize valve seat.
Inlet valve seat bore diameter
0.3 O.S.: 31.83 - 31.85 mm
Exhaust valve seat bore diameter
0.3 O.S.: 28.32 - 28.34 mm
3.Press fit the valve seat, paying attention not to score the cylinder head inner diameter
at room temperature.
4.Ream the valve seat.
Refer to “Repair procedures of valve seat."
|
|
|
1.Pull out the valve guide with a press toward the cylinder block side.
|
|
|
2.Ream the valve guide hole of the cylinder head to match it with the press fit oversize
valve guide.
| caution |
Do not use a valve guide with the same size as the pulled out
valve guide because it cannot be press fitted.
|
Valve guide bore diameter
0.05 O.S.: 10.55 - 10.57 mm
|
|
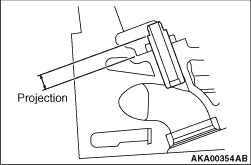
3.Press fit the valve guide to the illustrated dimension.
Standard value: 7.7 - 8.3 mm
| note |
Press fit the valve guide from the cylinder head top surface.
|
4.After pressing fit the valve guide, insert a new valve to check for sliding.
|
)
)
)
)
)
)
)
)
)
)