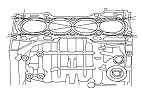
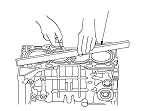
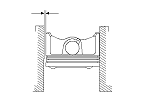
Measure the wear and taper in direction X and Y at three levels inside each cylinder as shown. If the measurements in any cylinder are beyond the Oversize Bore Service Limit, replace the engine block. If the engine block is being rebored, refer to
Step 7
after reboring.